| Lutowanie kapsułkowe Stosy laserów diodowych | AuSn zapakowany |
| Centralna długość fali | 1064 nm |
| Moc wyjściowa | ≥55 W |
| Prąd roboczy | ≤30 A |
| Napięcie robocze | ≤24 V |
| Tryb pracy | CW |
| Długość wnęki | 900 mm |
| Lustro wyjściowe | T = 20% |
| Temperatura wody | 25±3℃ |
Subskrybuj nasze media społecznościowe, aby otrzymywać szybkie posty
Abstrakcyjny

Zapotrzebowanie na moduły laserowe pompowane diodami CW (CW) dynamicznie rośnie, stanowiąc niezbędne źródło zasilania dla laserów na ciele stałym. Moduły te oferują unikalne zalety, spełniając specyficzne wymagania zastosowań laserów na ciele stałym. G2 – Laser półprzewodnikowy z pompą diodową, nowy produkt z serii CW Diode Pump firmy LumiSpot Tech, ma szersze pole zastosowań i lepsze parametry wydajnościowe.
W tym artykule zamieścimy treści skupiające się na zastosowaniach produktu, jego cechach i zaletach związanych z laserem półprzewodnikowym CW z pompą diodową. Na końcu artykułu zaprezentuję raport z testów lasera CW DPL firmy Lumispot Tech oraz nasze szczególne zalety.
Pole zastosowań
Lasery półprzewodnikowe dużej mocy są wykorzystywane głównie jako źródła pompujące dla laserów na ciele stałym. W zastosowaniach praktycznych, źródło pompujące w postaci diody laserowej półprzewodnikowej jest kluczowe dla optymalizacji technologii laserów półprzewodnikowych pompowanych diodą laserową.
Ten typ lasera wykorzystuje laser półprzewodnikowy o stałej długości fali wyjściowej zamiast tradycyjnej lampy kryptonowej lub ksenonowej do pompowania kryształów. W rezultacie ten ulepszony laser nazywa się laserem 2.ndgeneracja lasera pompującego CW (G2-A), charakteryzującego się wysoką wydajnością, długą żywotnością, dobrą jakością wiązki, dobrą stabilnością, zwartością i miniaturyzacją.

Możliwość pompowania o dużej mocy
Źródło energii CW Diode Pump Source oferuje intensywny impuls energii optycznej, skutecznie pompując ośrodek wzmocnienia w laserze półprzewodnikowym, aby uzyskać najlepszą wydajność lasera półprzewodnikowego. Ponadto, jego stosunkowo wysoka moc szczytowa (lub średnia) umożliwia szerszy zakres zastosowań.przemysł, medycyna i nauka.
Doskonała wiązka i stabilność
Moduł lasera pompującego CW charakteryzuje się wyjątkową jakością wiązki światła i spontaniczną stabilnością, co jest kluczowe dla uzyskania precyzyjnej, sterowalnej mocy lasera. Moduły zostały zaprojektowane tak, aby zapewnić precyzyjnie zdefiniowany i stabilny profil wiązki, gwarantując niezawodne i stabilne pompowanie lasera półprzewodnikowego. Ta cecha doskonale spełnia wymagania zastosowań laserowych w przemysłowym przetwarzaniu materiałów. cięcie laserowei badań i rozwoju.
Praca na fali ciągłej
Tryb pracy CW łączy zalety lasera o ciągłej długości fali i lasera impulsowego. Główną różnicą między laserem CW a laserem impulsowym jest moc wyjściowa.CW Laser, znany również jako laser fali ciągłej, charakteryzuje się stabilnym trybem pracy i możliwością wysyłania fali ciągłej.
Kompaktowa i niezawodna konstrukcja
CW DPL można łatwo zintegrować z obecnymlaser półprzewodnikowyW zależności od kompaktowej konstrukcji i konstrukcji. Ich solidna konstrukcja i wysokiej jakości komponenty zapewniają długotrwałą niezawodność, minimalizując przestoje i koszty konserwacji, co jest szczególnie ważne w produkcji przemysłowej i procedurach medycznych.
Popyt rynkowy na serię DPL – rosnące możliwości rynkowe
Wraz ze wzrostem zapotrzebowania na lasery półprzewodnikowe w różnych branżach, rośnie również zapotrzebowanie na wysokowydajne źródła pompujące, takie jak moduły laserowe pompowane diodami CW. Branże takie jak produkcja, opieka zdrowotna, obronność i badania naukowe wykorzystują lasery półprzewodnikowe do precyzyjnych zastosowań.
Podsumowując, produkty te, jako diodowe źródło pompujące lasery na ciele stałym, charakteryzują się: wysoką mocą pompowania, trybem pracy ciągłej (CW), doskonałą jakością i stabilnością wiązki oraz kompaktową konstrukcją, co zwiększa popyt rynkowy na te moduły laserowe. Jako dostawca, Lumispot Tech dokłada również wszelkich starań w optymalizację wydajności i technologii zastosowanych w serii DPL.
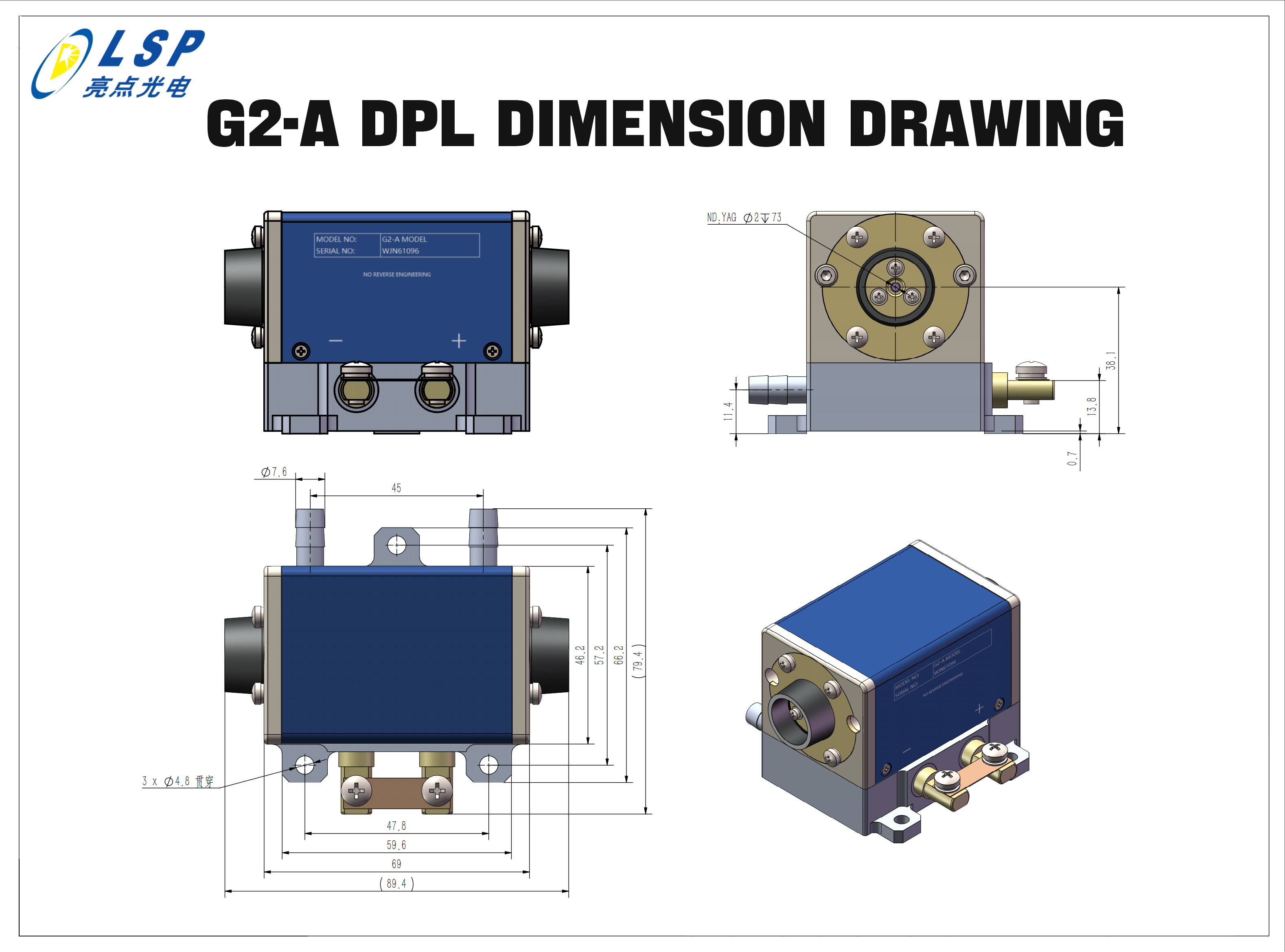
Zestaw produktów G2-A DPL od Lumispot Tech
Każdy zestaw produktów zawiera trzy grupy modułów ułożonych poziomo, przy czym moc pompowania każdej grupy modułów ułożonych poziomo wynosi około 100 W przy 25 A, a całkowita moc pompowania wynosi 300 W przy 25 A.
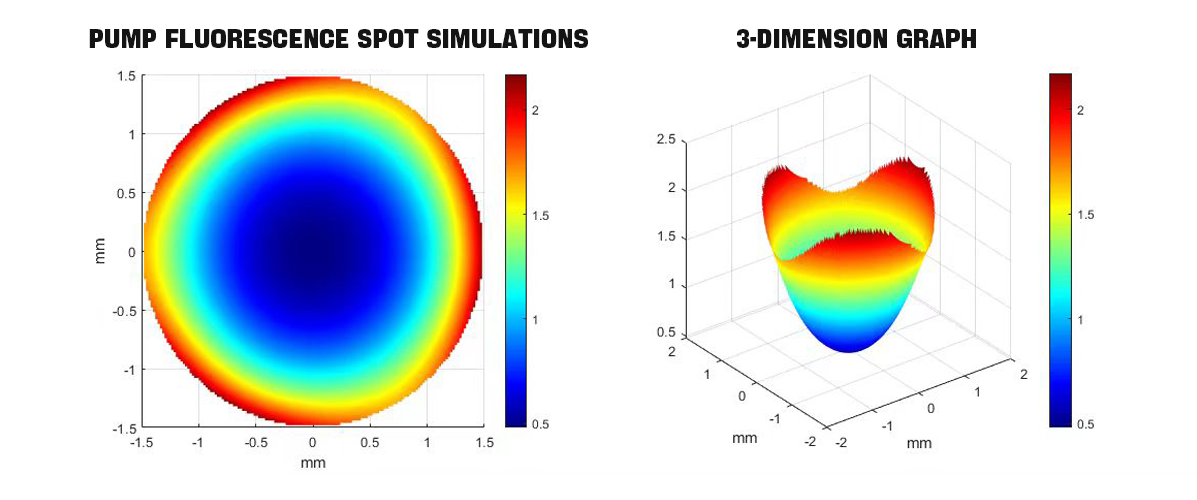
Poniżej pokazano plamkę fluorescencji pompy G2-A:
Główne dane techniczne lasera półprzewodnikowego z pompą diodową G2-A:
Nasza siła w technologiach
1. Technologia zarządzania temperaturą przejściową
Lasery półprzewodnikowe pompowane półprzewodnikami są szeroko stosowane w aplikacjach quasi-ciągłej fali (CW) o wysokiej mocy szczytowej oraz w aplikacjach ciągłej fali (CW) o wysokiej mocy średniej. W tych laserach wysokość radiatora i odległość między chipami (tj. grubość podłoża i chipa) znacząco wpływają na zdolność produktu do rozpraszania ciepła. Większa odległość między chipami zapewnia lepsze rozpraszanie ciepła, ale zwiększa objętość produktu. I odwrotnie, zmniejszenie odstępu między chipami powoduje zmniejszenie rozmiaru produktu, ale jego zdolność do rozpraszania ciepła może być niewystarczająca. Wykorzystanie jak najmniejszej objętości do zaprojektowania optymalnego lasera półprzewodnikowego pompowanego półprzewodnikami, który spełniałby wymagania dotyczące rozpraszania ciepła, jest trudnym zadaniem.
Wykres symulacji termicznej w stanie ustalonym
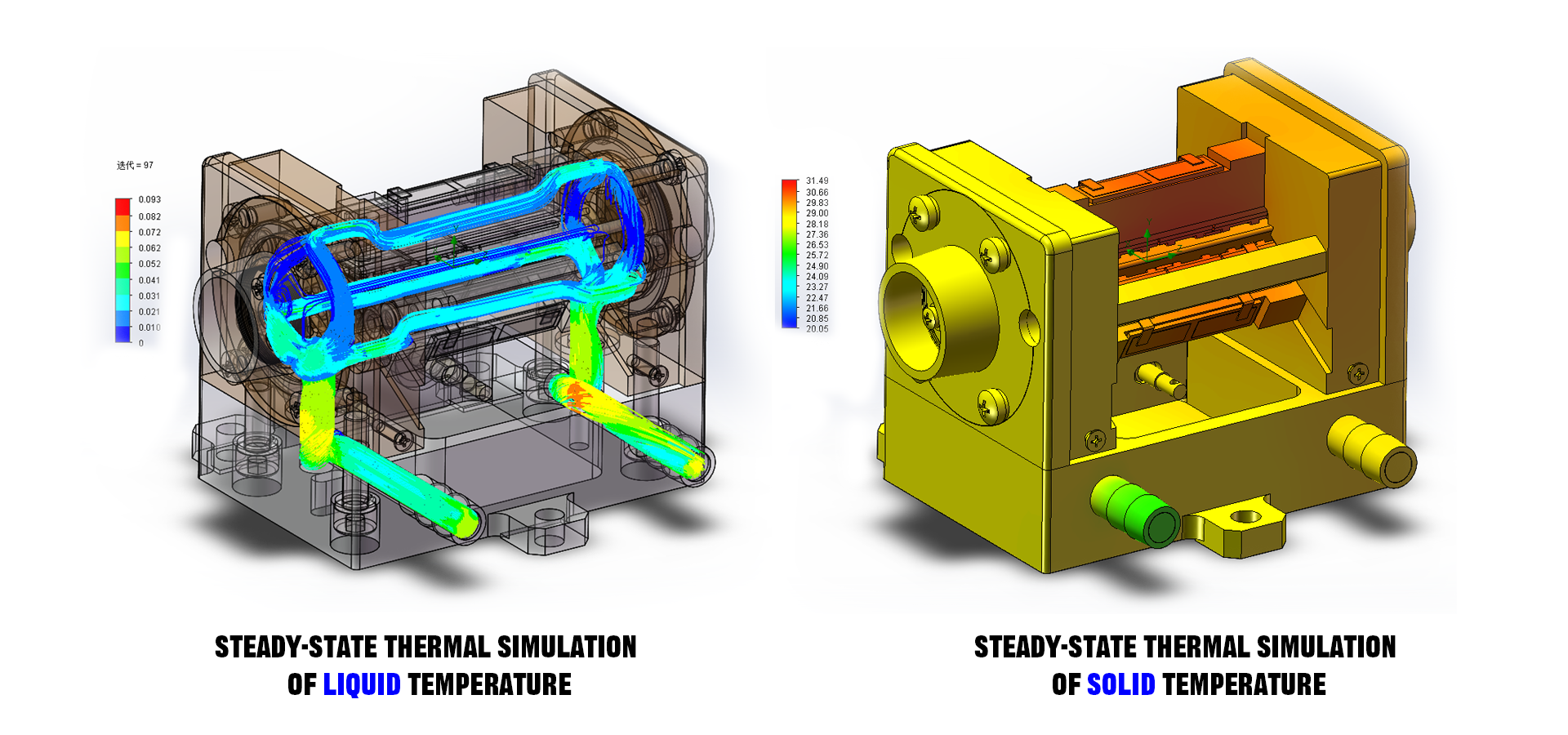
Firma Lumispot Tech stosuje metodę elementów skończonych do symulacji i obliczania pola temperaturowego urządzenia. Do symulacji termicznej wykorzystano połączenie symulacji termicznej stanu ustalonego wymiany ciepła w ciele stałym i symulacji termicznej temperatury cieczy. W warunkach pracy ciągłej, jak pokazano na poniższym rysunku: produkt ma optymalny odstęp i układ chipów w warunkach symulacji termicznej stanu ustalonego wymiany ciepła w ciele stałym. Przy takim odstępie i strukturze produkt charakteryzuje się dobrą zdolnością rozpraszania ciepła, niską temperaturą szczytową i najbardziej kompaktową charakterystyką.
2.Lut AuSnproces kapsułkowania
Firma Lumispot Tech stosuje technikę pakowania, wykorzystującą lut AnSn zamiast tradycyjnego lutu indowego, aby rozwiązać problemy związane ze zmęczeniem cieplnym, elektromigracją i migracją elektryczno-termiczną powodowaną przez lut indowy. Poprzez zastosowanie lutu AuSn, nasza firma dąży do zwiększenia niezawodności i trwałości produktu. Ta zamiana jest realizowana przy jednoczesnym zapewnieniu stałego odstępu między prętami, co dodatkowo przyczynia się do poprawy niezawodności i żywotności produktu.
W technologii pakowania laserów półprzewodnikowych pompowanych na ciele stałym dużej mocy, ind (In) został przyjęty jako materiał spawalniczy przez większą liczbę międzynarodowych producentów ze względu na jego zalety, takie jak niska temperatura topnienia, niskie naprężenia spawalnicze, łatwość obsługi oraz dobre odkształcenia plastyczne i infiltrację. Jednak w przypadku laserów półprzewodnikowych pompowanych na ciele stałym w warunkach pracy ciągłej, naprężenia przemienne powodują zmęczenie naprężeniowe warstwy spawalniczej indu, co prowadzi do uszkodzenia produktu. Wskaźnik awaryjności spawania indem jest szczególnie wyraźny w wysokich i niskich temperaturach oraz przy długich szerokościach impulsów.
Porównanie przyspieszonych testów żywotności laserów z różnymi pakietami lutowniczymi
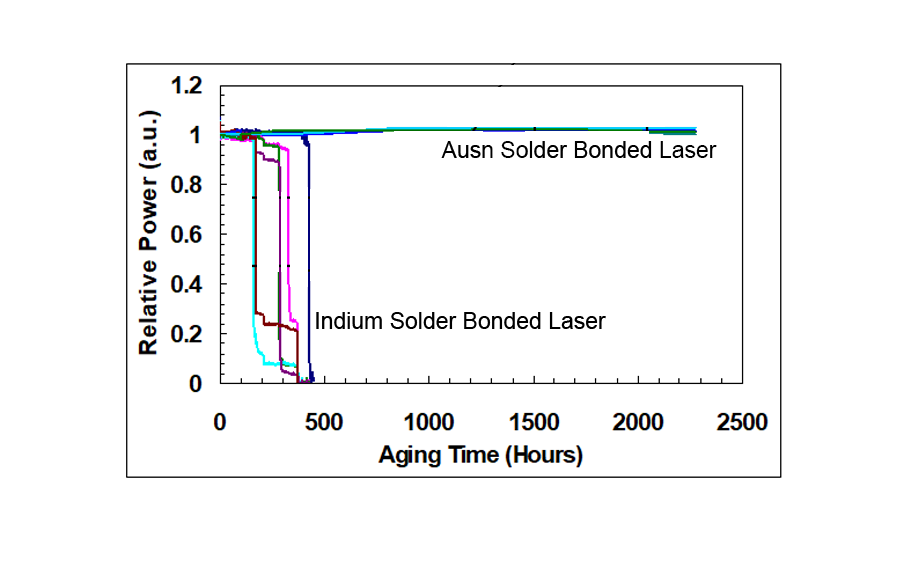
Po 600 godzinach starzenia wszystkie produkty zatopione w lutowiu indowym ulegają awarii, podczas gdy produkty zatopione w lutowiu ze złota działają przez ponad 2000 godzin przy niemal niezmienionej mocy, co odzwierciedla zalety lutowania w lutowiu AuSn.
Aby poprawić niezawodność laserów półprzewodnikowych dużej mocy, zachowując jednocześnie spójność różnych wskaźników wydajności, Lumispot Tech stosuje lut twardy (AuSn) jako nowy rodzaj materiału opakowaniowego. Zastosowanie materiału podłoża o dopasowanym współczynniku rozszerzalności cieplnej (CTE-Matched Submount), który skutecznie rozładowuje naprężenia termiczne, stanowi dobre rozwiązanie problemów technicznych, jakie mogą wystąpić podczas przygotowywania lutu twardego. Warunkiem koniecznym, aby materiał podłoża (submount) mógł zostać przylutowany do układu scalonego, jest metalizacja powierzchni. Metalizacja powierzchni polega na utworzeniu na powierzchni materiału podłoża warstwy bariery dyfuzyjnej i warstwy infiltracyjnej lutu.
Schematyczny diagram mechanizmu elektromigracji lasera zamkniętego w lutowiu indowym
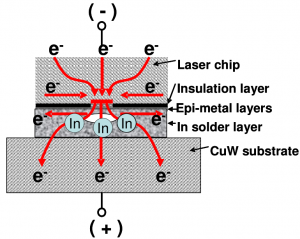
Aby poprawić niezawodność laserów półprzewodnikowych dużej mocy, zachowując jednocześnie spójność różnych wskaźników wydajności, Lumispot Tech stosuje lut twardy (AuSn) jako nowy rodzaj materiału opakowaniowego. Zastosowanie materiału podłoża o dopasowanym współczynniku rozszerzalności cieplnej (CTE-Matched Submount), który skutecznie rozładowuje naprężenia termiczne, stanowi dobre rozwiązanie problemów technicznych, jakie mogą wystąpić podczas przygotowywania lutu twardego. Warunkiem koniecznym, aby materiał podłoża (submount) mógł zostać przylutowany do układu scalonego, jest metalizacja powierzchni. Metalizacja powierzchni polega na utworzeniu na powierzchni materiału podłoża warstwy bariery dyfuzyjnej i warstwy infiltracyjnej lutu.
Jego celem jest z jednej strony zablokowanie dyfuzji lutu do materiału podłoża, z drugiej zaś wzmocnienie lutu poprzez spawalność materiału podłoża, zapobiegając w ten sposób tworzeniu się warstwy lutu w gnieździe. Metalizacja powierzchni może również zapobiegać utlenianiu powierzchni materiału podłoża i wnikaniu wilgoci, zmniejszając rezystancję styku w procesie spawania, a tym samym poprawiając wytrzymałość spawania i niezawodność produktu. Zastosowanie twardego lutu AuSn jako materiału spawalniczego do laserów półprzewodnikowych pompowanych półprzewodnikowo pozwala skutecznie zapobiegać zmęczeniu naprężeniowemu indu, utlenianiu, migracji elektrotermicznej i innym wadom, znacznie poprawiając niezawodność laserów półprzewodnikowych, a także ich żywotność. Zastosowanie technologii hermetyzacji złotem i cyną pozwala przezwyciężyć problemy związane z elektromigracją i migracją elektrotermiczną lutu indowego.
Rozwiązanie od Lumispot Tech
W laserach ciągłych lub impulsowych ciepło generowane przez absorpcję promieniowania pompującego przez ośrodek laserowy i zewnętrzne chłodzenie ośrodka prowadzi do nierównomiernego rozkładu temperatury wewnątrz ośrodka laserowego, co skutkuje gradientami temperatury, powodującymi zmiany współczynnika załamania światła ośrodka, a następnie wytwarzającymi różne efekty termiczne. Osadzanie termiczne wewnątrz ośrodka wzmocnienia prowadzi do efektu soczewkowania termicznego i termicznie indukowanego efektu dwójłomności, co powoduje pewne straty w układzie laserowym, wpływając na stabilność lasera we wnęce i jakość wiązki wyjściowej. W układzie laserowym pracującym w sposób ciągły naprężenie termiczne w ośrodku wzmocnienia zmienia się wraz ze wzrostem mocy pompującej. Różne efekty termiczne w układzie poważnie wpływają na cały układ laserowy, aby uzyskać lepszą jakość wiązki i wyższą moc wyjściową, co jest jednym z problemów do rozwiązania. Jak skutecznie hamować i łagodzić efekt termiczny kryształów w procesie roboczym, naukowcy od dawna się tym zajmują, stając się jednym z aktualnych gorących punktów badawczych.
Laser Nd:YAG z komorą soczewkową termiczną

W projekcie rozwoju laserów Nd:YAG dużej mocy pompowanych LD rozwiązano problem laserów Nd:YAG z wnęką soczewkowania termicznego, dzięki czemu moduł może osiągać dużą moc przy jednoczesnym uzyskiwaniu wysokiej jakości wiązki.
W ramach projektu mającego na celu opracowanie lasera Nd:YAG pompowanego LD o dużej mocy, firma Lumispot Tech opracowała moduł G2-A, który w znacznym stopniu rozwiązuje problem niższej mocy wynikającej z zastosowania wnęk zawierających soczewki termiczne, umożliwiając modułowi uzyskanie dużej mocy przy zachowaniu wysokiej jakości wiązki.
Czas publikacji: 24 lipca 2023 r.